

HR-107锌铁系磷化处理液是目前国际上较好的一种表面处理材料形成的锌、铁系二合一磷化膜结晶细密、均匀、耐腐蚀与油漆粘结力强,适用于低温浸泡或喷淋处理,本品系除油、除锈、磷化三合一产品,无废水排放,属环保型产品。
产品特色
简化了工序,提高了劳动生产率,降低了产品成本,便于机械化,自动化生产。处理时间短(15分钟)、速度快、效率高,槽液稳定性好,接近于无渣,易于控制。因工作液的浓度不同和钢铁材质元素组成不同,磷化膜层一般为灰色、蓝色、金黄色、彩虹色等,具有较好的防锈能力和漆膜附着力。本品还具有除油、除锈的功能,三效合一,既能节省经济支出,又省去不少麻烦。
配方/成分
锌铁系磷化处理液的主要成分有硝酸锌、磷酸二氢锌、硝酸钙、硝酸镍、柠檬酸、氟化钠等
磷化机理
磷化反应是一种典型的局部多相反应,本质上属电化学反应。当金属浸入磷化液中,在其表面形成许多微 腐蚀电池,轻微浸蚀发生,且在溶液金属界面处,酸浓度降低。磷化反应是一种典型的局部多相反应,本质上属电化学反应。当金属浸入磷化液中,在其表面形成许多微腐蚀电池,轻微浸蚀发生,且在溶液与金属界面处,酸浓度降低。金属表面与含磷酸二氢盐的酸性溶液接触,发生化学反应,而在金属表面生成稳定的不溶性的无机化合物膜层的一种表面的化学处理方法,所以形成的膜称为磷化膜。
适用范围
本品属于一种新型磷化液,适合于钢铁、有色金属(锌)等喷漆或喷粉前的磷化处理。形成的磷化膜均匀细密,有一定的耐蚀性,设备和构件经磷化处理后,增强基体与涂层的附着力。
使用方法
- 浸泡:一般将磷化剂稀释5-10倍,浸泡15—30分钟,磷化液用久后效果差时可适量进行添加。每周最好捞沉渣一次,池液面边沿的油污也应该同时刮除,以保持池内清洁,清洗磷化效果达到后凉干,然后再擦去表面灰尘即可。
- 喷淋:用HR-107稀释2-3倍,喷1—3次,每次间隔2—3分钟。清洗磷化效果达到后凉干,然后再擦去表面灰尘、或者用清水冲洗干净即可。
- 擦洗:沾稀释2-5倍后的HR—107擦在需除锈、磷化、防锈的金属表面每间隔2—3分钟擦洗一次,待锈、油清洗干净即可。
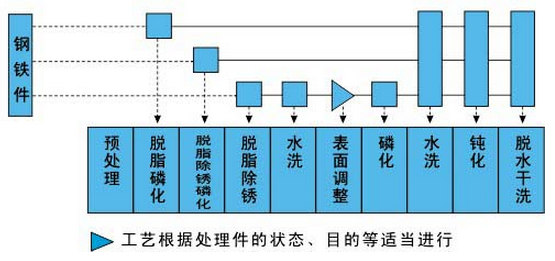
工艺流程
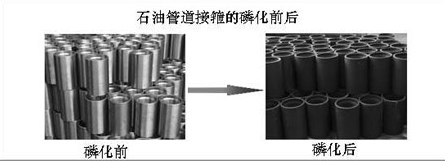
效果对比

※温馨提示:
温度愈高,磷化层愈厚,结晶愈粗大。温度愈低,磷化层愈薄,结晶愈细。但温度不宜过高,否则Fe2+ 易被氧化成Fe3+,加大沉淀物量,溶液不稳定。总酸度指磷酸盐、硝酸盐和酸的总和。总酸度一般以控制在规定范围 上限为好,有利于加速磷化反应,使膜层晶粒细,磷化过程中,总酸度不断下降,反映缓慢。总酸度过高,膜层变薄,可加水稀释。总酸度过低,膜层疏松粗糙。
注意事项
- ★ 如不慎溅入眼睛中,请用清水冲洗。
- ★ 本产品属酸性,不宜长时间接触皮肤。
温馨提示
- ◆ 包装:本品采用25kg/桶,及200kg/桶
- ◆ 贮存:放置在荫凉通风处,远离热源
- ◆ 有效期:3年
常见问题
-
- 咨询问题:
-
铁系磷化跟锌系磷化有什么区别吗?
- 海日客服:
-
磷化液的组成不同:锌系磷化液中一定含有锌离子、磷酸根离子、硝酸根离子;铁系磷化液中一定不含有锌离子。
应用的工艺流程不同:锌系磷化:脱脂→水洗→水洗→表调→磷化水洗→水洗;铁系磷化:脱脂→水洗→水洗→磷化→水洗→水洗。
磷化膜外观不同,锌系磷化膜外观:浅灰色至深灰色;铁系磷化膜外观:深灰色或彩虹色、蓝彩色
-
- 咨询问题:
-
工件的磷化与镀锌有哪些不同?
- 海日客服:
-
工件环境温度高(80-90多度),会造成锌层不稳定,脱落。磷化承受一次负荷,具有较高的硬度和热稳定性,磷化膜具有较好的减摩润滑作用。
镀锌的作用是提高镀件的耐锈蚀性能,延长产品的防锈时间。镀锌按工艺不同,分为热镀锌和电镀锌两种。
-
- 咨询问题:
-
哪些情况下磷化不需要表调?
- 海日客服:
-
以下磷化工艺需要表调剂:
1.常温、低温钢铁、铝及铝合金、锌及锌合金锌系磷化工艺,一般使用胶体钛表调剂
2.中温钢铁锌系磷化工艺,既可以使用胶体钛表调剂,也可以使用草酸表调剂,也可以不使用表调剂
3.高温锰系磷化工艺,一般使用锰系表调剂。
除上述之外,其它磷化工艺都可以不适用表调剂。
-
- 咨询问题:
-
磷化膜过薄是什么原因?
- 海日客服:
-
出现这种情况有7个原因:1.总酸度过高;2.磷化时间不够;3.处理温度过低;4.促进剂浓度高;5.工件表面有硬化层;6.亚铁离子含量低;7.表调效果差或表调失效。相应的解决方法是:1.加水稀释磷化槽液;2.延长磷化时间;3.升高处理温度;4.停止添加促进剂;5.用酸洗或喷砂清理,达到表面处理要求;6.插入铁板,并检测总酸度或游离酸度变化情况;7.更换或添加表调剂。