

HR-836水性切削液选用表面活性剂、防锈剂、降温剂等复配而成,是新一代高性能的多用途切削/磨削液。与水混合时,本产品具有良好的极压润滑性、防锈性、冷却性和清洗性。具有极强的抗微生物分解能力,在不同的水硬度条件下,仍可保持其稳定性。对CNC加工中心、数控中心导轨油的混入有极好的抗油性。切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,对机床没有腐蚀性,属当前最领先的切削产品。

产品优势
- ★ 含特种极压润滑添加剂,可显著减少刀具磨损;
- ★ 采用高分子水/油溶性防锈剂,对设备及工件有极好的防锈性;
- ★ 低泡沫倾向,清洗性能好,代替传统乳化油(又称皂化油、太古油)
- ★ 本品添加比例5-10%。
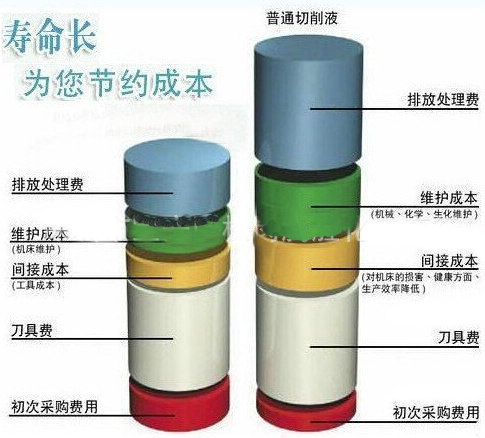
- ★ 使用寿命长,一年以上更换期,符合环保要求,减少浪费,提高生产效率。
- ★ 对操作工人皮肤无伤害、及机台油漆无影响,且有保护作用。
适用范围
HR-836水性切削液适用于数控、加工中心等机床的加工,也可用于其他普通加工机床的使用。可用于多种材料的机械加工,如铸铁、碳钢、普通合金钢、模具钢、铝合金(部分)、铜及铜合金等材料的切削。
配方/成分
水溶性切消液常用配方成分有非离子表面活性剂(松香、顺酐等)、油酸三乙醇胺脂、极压抗磨剂、防腐剂以及消泡剂等等
优势对比
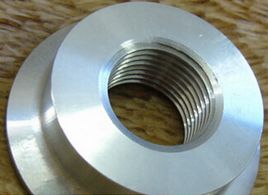
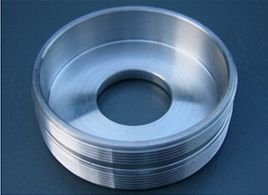
加工效果对比
| 普通钢、合金钢 | |
| 我司产品加工效果 | 山寨品加工效果 |
 |
 |
| 不锈钢 | |
 |
 |
| 铝合金 | |
 |
 |
使用指南
| 金属加工油使用指南 | ||
| 现象 | 原因 | 对策 |
|
皮炎 操作人员皮肤干燥、皱裂、红斑、起屑、发疹和溃烂等(水基、油基润滑剂) |
1.由于接触溶剂和低粘度油品而使皮肤脱脂 2.碱性强的水基润滑剂或表面活性剂脱脂 3.皮肤上粘有水基润滑剂 |
1.选用皮肤刺激性小的油剂 2.设置防止油液飞溅的装置,提高自动化程度,减少接触油液的机会 3.指导操作人员保持清洁卫生,工作完毕一定要涂敷保护性油脂 4.使用油基润滑剂时,涂水溶性保护膏;使用水基润滑剂时,涂非水溶性保护膏 5.加强使用液管理,防止腐蚀和劣化 6.机械、油罐定期用杀菌剂清洗。罐内一定不要投入食物、烟头,不要吐痰 |
| 水基润滑剂引起的恶臭 |
1.使用液腐败 2.漏金润滑油导致腐败 |
1.更换新液 2.定期检查 3.添加杀菌剂,防腐败剂,清洗机床防止泄漏 |
| 油基润滑剂引起的恶臭 | 油剂伴随着发烟生产汽化,分解产物气化 |
1.设置通风口 2.加大给油量 3.更换油剂 |
| 喷雾 | 喷雾供油造成油雾 |
1.增设烟雾收集装置和换气装置 2.减少给油量 3.不切削时自动停止喷油 |
| 油基润滑剂急剧发烟,车间形成烟雾 | 油剂初馏点低 |
1.换成水基润滑剂 2.更换或增加初馏点高的油剂 |
注意事项
- ▲ 初次使用,建议将润滑系统清洗干净。
- ▲ 本切削液不可与其它油品、化学品混合。
- ▲ 不要使用地下水与切削液混合使用,否则防锈效果会大大减弱。
- ▲ 贮存过程中防止水分和杂质的进入,否则可能导致产品变质
- ▲ 使用过程中应注意保持浓度,否则有可能导致防锈性下降
- ▲ 加工过程中尽量避免杂油和杂质的混入,建议安装除油装置
- ▲ 尽量将切屑排除在切削液之外,建议安装过滤设备及磁性分离装置
包装贮存
- 包装:25kg/桶,200kg/桶
- 贮存:任何产品都应存放在遮挡物存下;当只能存放在室外时,应水平放置,以避免雨水侵入和油桶上的标记被侵蚀。产品不应储存在超过50℃或严寒的环境中,也不应暴露在强光下。
- 有效期:3年
常见问题
-
- 咨询问题:
-
切削液、切削油、乳化液有什么区别?
- 海日客服:
-
您好,一般来说,它们的性能好坏排序是这样的:切削液>切削油>乳化油。水基切削液冷却防锈清洗等性能好;切削油的润滑性能好;乳化液具有一定的润滑防锈性冷却清洗,但是容易变产生微生物而发生分解变质夏天还不容易稀释使用寿命较短,在市场上基本已经淘汰。
-
- 咨询问题:
-
如何根据加工件材质及粗精加工的不同选用合适的切削液??
- 海日客服:
-
加工件材质的可切削性对切削液的选用的关键。
粗加工时,刀具磨损慢和加工生产率高,切削液浓度可变低;
精加工时,要求加工件高精度和较小的表面粗糙度,切削液的浓度可提高。
难加工的材质可选用抗磨剂活性高 极压剂的切削液;易加工材质则选用普通的切削液即可。
切削有色金属时,切削力和切削温度都不高,可选用切削油。切削合金钢时,如果切削量较低 表面粗糙度要求低,此时需要优异润滑性能的切削液,可选用切削油和高浓度切削液。切削铸等材料时,形成大量铁屑,易随切削液到处流动,流入机床之间造成部件损坏,可使用低浓度切削液(冷却清洗功能较好)。
切削液也可做为磨削液来用,使用浓度减半。
-
- 咨询问题:
-
新买的机床如何选择切削液?
- 海日客服:
-
首先要考虑到机床结构是否适合。一般先按照机床说明书推荐的切削液品种,没有特殊要求,尽量不要更改,防止应选用不当造成机床损坏。从提高产品加工质量,操作环境,刀具的耐用度,切削液补充量等因素出发,来选择不同的切削液,提高产品的性价比。
-
- 咨询问题:
-
加工件切削方法不同如何选用切削液?
- 海日客服:
-
车床、铣床、钻床等要求切削速度较高的粗加工中,要求切削液具有良好的冷却性能,这时应选用水性切削液。
在一些精密的高强度加工中(例如:拉削、攻丝、深孔、钻削、齿轮加工),此时需要切削液具有优异的润滑性能,可选用切削油或极压抗磨切削液。